想知道【云南】(当地)耐磨钢板精密钢管全新升级品质保障产品在实际使用中的表现吗?我们的现场实拍视频将为您展示产品的实际应用场景,让您亲身感受其优点和特点。
以下是:【云南】(当地)耐磨钢板精密钢管全新升级品质保障的图文介绍
云南高压化肥管的详细介绍
优质高效 源头厂家
耐磨钢板精密钢管全新升级品质保障")
钢板的预热温度为150~280℃。耐磨衬板堆焊后,要求表面平整,焊缝表面凹凸在焊缝任意25mm长度范围内,焊缝表面高低差5mm,并且应无缺陷。钢板焊后保温缓冷至室温,不能将钢板置于风口上冷却。钢板焊后缓冷到45℃以下,装入加热炉中进行回火处理,具体工艺是:升温至500℃,升温、降温速度45℃/h,保温5h后随炉冷却至150℃时出炉,缓冷到室温后检查硬度。 熔池温度,直接影响到耐磨衬板的焊接质量,熔池温度高、熔池较大、铁水流动性好,易于熔合,但过高时,铁水易下淌,单面焊双面成形的背面易烧穿,形成焊瘤,成形也难控制,且接头塑性下降,弯曲易开裂。熔池温度低时,熔池较小,铁水较暗,流动性差,易产生未焊透,未熔合,夹渣等缺陷。 一般焊接双金属耐磨板的方法有四种,分别是气焊、手工碳弧焊、手工电弧焊和手工氩弧焊等方法,大型结构也可采用自动焊。气焊焊接:常用的是对接接头,搭接接头和丁字接头尽量少采用。气焊可采用两种钢板,一种是含有脱氧元素的钢板,如钢板27272;另一种是耐磨板和母材的切钢板,采用气剂371作助熔剂。 气焊时应采用中性焰。手工碳弧焊:将工件水道端部加工坡口,把圆孔的周边用铣订加工成单边V型坡口角度45左右,坡口深5至0mm。7个圆堵头的材质要求与工件相同,厚度5毫米,坡口若悬河形状尺寸与双金属耐磨板相同,要求圆堵的机加工精度与水道紧密配合。
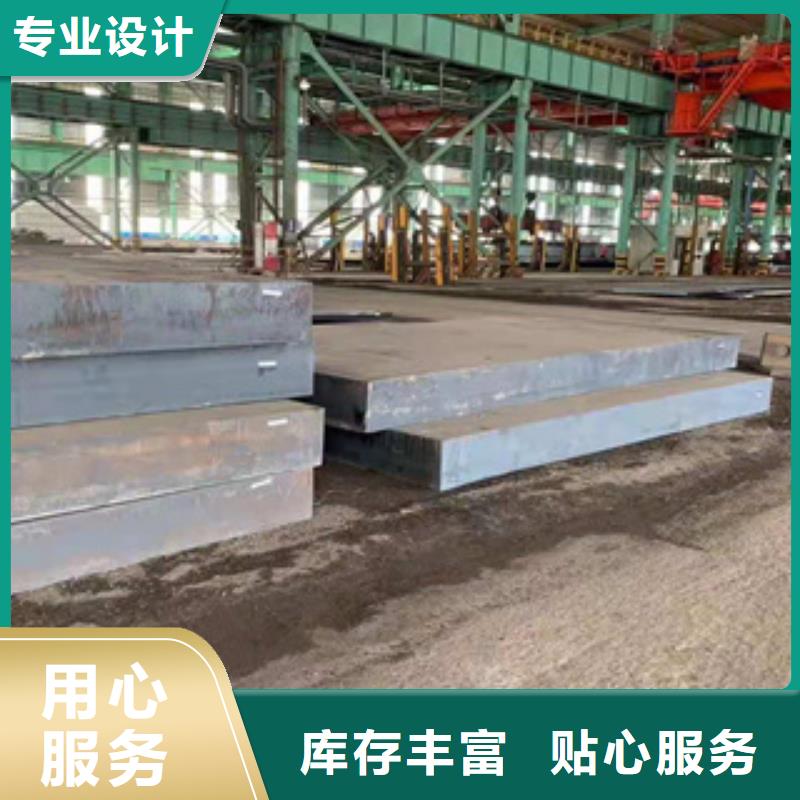
产品细节
耐磨钢板精密钢管全新升级品质保障")
云南高压化肥管产品生产注重细节,精心选择原材料,精湛的云南高压化肥管生产流程
耐磨钢板精密钢管全新升级品质保障")
云南高压化肥管每道工序把关到位,多年云南高压化肥管行业经验生产效率高
耐磨钢板精密钢管全新升级品质保障")
云南高压化肥管源头厂家,出厂价直接给到客户,经久耐用,性能稳定
企业介绍
鑫邦源特钢有限公司是集生产,销售售后于一体的厂家。
主要生产产品: 高压化肥管、公司拥有专业管理人员,建立了完善、规范的质量管理体系和环境管理体系,凭借“规范的管理,良好的信誉,的产品,专业的技术,高品质的施工质量,完善的售后服务”赢得广大客户的信赖。
公司一贯坚持“德为做人之根,质为立业之本”的宗旨,坚持“客户di yi”的原则为广大客户提供优质的产品,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国。欢迎各界朋友莅临参观、指导和业务洽谈。双赢合作,共同发展!



 扫一扫
扫一扫
耐磨钢板精密钢管全新升级品质保障")

耐磨钢板精密钢管全新升级品质保障")
耐磨钢板精密钢管全新升级品质保障")
耐磨钢板精密钢管全新升级品质保障")